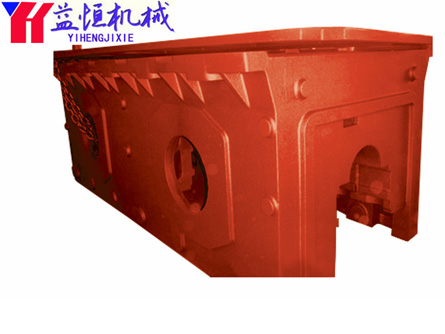
 機床鑄件(jiàn)機床鑄件是機械、機床、造船(chuán)、汽車、電力等多個行業機械作業過(guò)程...
機床鑄件(jiàn)機床鑄件是機械、機床、造船(chuán)、汽車、電力等多個行業機械作業過(guò)程...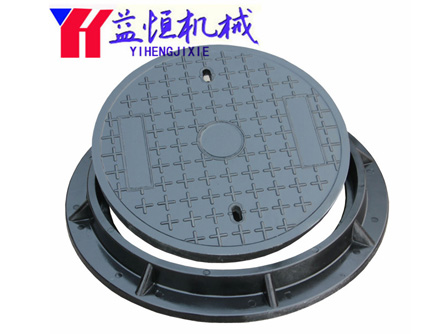 球墨鑄件井蓋球墨鑄鐵井蓋是球墨鑄鐵產品的一(yī)種,球墨鑄鐵通過球化和孕(yùn)育(yù)處理...
球墨鑄件井蓋球墨鑄鐵井蓋是球墨鑄鐵產品的一(yī)種,球墨鑄鐵通過球化和孕(yùn)育(yù)處理...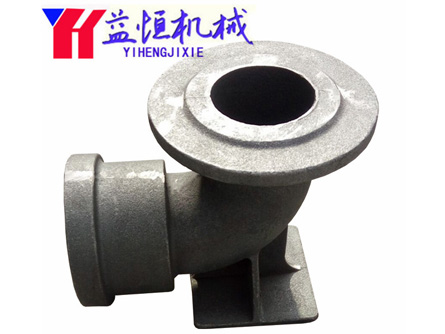 球墨消防栓鑄件球墨消防栓鑄件等(děng)溫淬火工藝是:把鑄件加熱(rè)至860~920℃,保溫時間...
球墨消防栓鑄件球墨消防栓鑄件等(děng)溫淬火工藝是:把鑄件加熱(rè)至860~920℃,保溫時間... 普通鑄件普通鑄件由於多種因素影響,經常會出現氣孔(kǒng)、針孔(kǒng)、夾渣、裂紋...
普通鑄件普通鑄件由於多種因素影響,經常會出現氣孔(kǒng)、針孔(kǒng)、夾渣、裂紋... 鑄造(zào)加工件1我公司鑄造與機械加工為一體,始建於(yú)1985年,現已建立了從模具製(zhì)...
鑄造(zào)加工件1我公司鑄造與機械加工為一體,始建於(yú)1985年,現已建立了從模具製(zhì)...分析減小鑄造應(yīng)力的途(tú)徑
減小鑄(zhù)造(zào)應力的主要途徑(jìng)是針對鑄件的(de)結構特點在製定鑄造工藝時,盡可(kě)能地減小鑄件在冷卻過程中各部分的溫差,提高鑄型和型(xíng)芯的退讓性,減小機械阻礙。可采(cǎi)用以下具體措施:
1、合金方麵:在零件能(néng)滿足工作條(tiáo)件的前(qián)提下,選擇彈性模(mó)量和收縮(suō)係數小的合金材料。
2、鑄型(xíng)方(fāng)麵:為(wéi)了使鑄件在冷卻過程中溫度分布(bù)均勻,可在(zài)鑄件厚(hòu)實部分放置冷鐵,或采(cǎi)用蓄熱係數大的型砂,也可對鑄件特別厚大部分進行強製冷卻,即(jí)在鑄件(jiàn)冷卻過程中(zhōng),向事(shì)先(xiān)埋沒在鑄型內的冷卻器吹入壓縮空氣或水氣混合物,加快厚大(dà)部位的(de)冷卻速(sù)度。也可在鑄件冷卻過程中(zhōng),將鑄(zhù)件厚壁部位的砂層(céng)減薄(báo)。預熱鑄型可減小鑄件各部分(fèn)的溫差。在熔模鑄造中,為(wéi)了減小鑄造應力和裂紋等(děng)缺陷,型殼在澆(jiāo)注前被預熱到600~900℃。
為了提(tí)高鑄型和型芯的退讓性,應減小砂型的緊實度,或在型砂中加入適量的木屑(xiè)、焦炭等,采(cǎi)用(yòng)殼型或樹脂砂型,效果尤為(wéi)顯著。
采用細麵砂和塗料,可(kě)以減小(xiǎo)鑄型表麵的(de)摩擦(cā)力。
大型(xíng)機床鑄件,球墨(mò)鑄件,消防栓鑄件,減速機鑄件,http://sxdxswxy.com/
