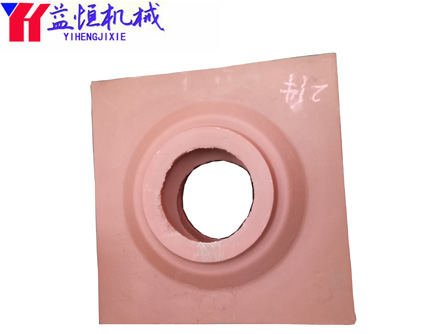
 軸承室球鐵鑄件1軸承(chéng)室球鐵鑄件流動性較差,收縮較大,因此需要較高的澆注溫度及較...
軸承室球鐵鑄件1軸承(chéng)室球鐵鑄件流動性較差,收縮較大,因此需要較高的澆注溫度及較... 軸承室球鐵鑄(zhù)件軸承室球鐵鑄件結構取決於鑄件形狀、尺寸大小(xiǎo);分型(xíng)麵數量;合金...
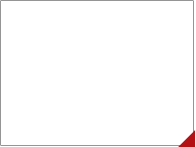
軸承室球鐵鑄(zhù)件軸承室球鐵鑄件結構取決於鑄件形狀、尺寸大小(xiǎo);分型(xíng)麵數量;合金... 箱體箱體生產內部(bù)存在氣孔,裂紋,縮孔和縮鬆,晶粒粗大,組織不均及殘餘(yú)內應...
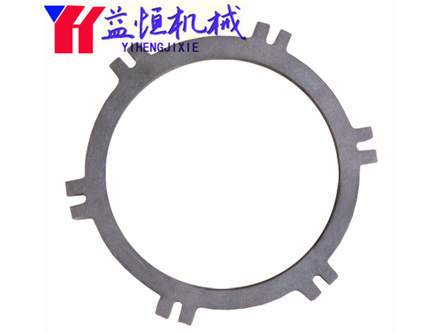
箱體箱體生產內部(bù)存在氣孔,裂紋,縮孔和縮鬆,晶粒粗大,組織不均及殘餘(yú)內應... 球墨鑄件出口1球墨鑄件嚴格要(yào)求化學成(chéng)分,對原鐵液要求的碳矽含量(liàng)比灰鑄鐵高,降(jiàng)...
球墨鑄件出口1球墨鑄件嚴格要(yào)求化學成(chéng)分,對原鐵液要求的碳矽含量(liàng)比灰鑄鐵高,降(jiàng)... 球墨鑄件出口球墨鑄(zhù)鐵流動性較差,收縮較大,因此需(xū)要較(jiào)高的澆注溫度及較大的澆...
球墨鑄件出口球墨鑄(zhù)鐵流動性較差,收縮較大,因此需(xū)要較(jiào)高的澆注溫度及較大的澆...
蘇州機床鑄件(jiàn)的缺陷:通過對幾種傳統焊補工藝在機床鑄件缺陷處的(de)修補結果,分析蘇州機床鑄件結果不佳的原(yuán)因。
通過對鑄造(zào)缺陷修補機在機床鑄件的結果的,確定一(yī)種確實可行的在(zài)蘇州機床(chuáng)鑄(zhù)件(jiàn)上的及其工(gōng)藝。傳統焊補工藝的焊補結果及分析材質ht200,導軌缺陷處麵積s<1000mm2,h<8mm。熱處(chù)理狀態:3件未進行(háng)表麵淬火,1件已表麵淬火。用鎳基焊粉f103,電弧焊用鑄鐵焊條:z308、z248。2.1.2噴焊設備,電(diàn)弧焊設備,鎳基焊粉f103(c≤0.158.0
1、噴焊
按噴焊工藝(yì)執行,將導軌麵預熱至150℃以上,完成初步焊粉的噴塗後,將噴塗麵加(jiā)熱至900℃-1200℃以上,使焊粉(fěn)熔化後形成平整(zhěng)麵。由於(yú)預熱及加(jiā)熱(rè)時間長,工件受熱(rè)麵積較大,熱應力較大,比電弧焊 容易產生裂紋,同時線收縮(suō)產生裂紋傾向 大。由於裂紋傾向受(shòu)噴焊時間、噴層厚度等因素影響,缺陷大小受到限製,而且焊補的缺陷需清理幹淨,由於噴(pēn)粉中含fe量比例較高,形成的噴層較電弧焊與母材的顏色 相近。但因具有量的ni,所以無法(fǎ)與母材顏色 接近,焊補後可以進行機械加工。
2、電弧焊
用鑄鐵焊條z248進行焊補,焊補工藝分兩種, 種:焊前(qián)預熱至550℃-650℃,焊補後(hòu)保溫5-8小時; 種:工件焊前不預熱,焊後保溫3-4小時。兩種方法均易出現裂紋(wén)、硬點,焊補後不(bú)容易進行機械加工。焊(hàn)條價格(gé)便宜。用(yòng)鎳基(jī)鑄鐵焊條(tiáo)z308焊條焊補,焊層與焊層之間應停頓冷卻至60℃以下,焊補區(qū)少氣孔、裂(liè)紋產生,機械加工性良好,結合、無脫落現(xiàn)象,由於機床導軌加工後吸油及焊條(tiáo)吹力的影響,易產(chǎn)生咬邊、形成“焊補痕跡”,焊補區顏色與母材有很大區別,而且焊條價格昂貴。
3、從分析(xī)的結果就可以得(dé)出:
傳統焊補工藝不能解決(jué)機床導軌缺陷的根本原因是統的噴焊、電弧焊工藝(yì),焊補後易(yì)產生裂紋,工件易受熱變形,容易(yì)出現二次(cì)氣孔,焊(hàn)補處金屬顏色與母材差異大是其(qí)共同的特點。
 益恒灰鐵鑄件
益恒灰鐵鑄件主要用作機器零...
益恒灰鐵鑄件
益恒灰鐵鑄件主要用作機器零...
 加(jiā)工(gōng)設備
我司擁有龍門銑床、落地鏜銑...
加(jiā)工(gōng)設備
我司擁有龍門銑床、落地鏜銑...
 灰鐵消毒(dú)圈
益恒(héng)機械通過(guò)對(duì)幾種(zhǒng)傳統焊(hàn)補...
灰鐵消毒(dú)圈
益恒(héng)機械通過(guò)對(duì)幾種(zhǒng)傳統焊(hàn)補...
 球墨消防鑄件
球墨(mò)消防鑄(zhù)件用於處理灰鐵鑄...
球墨消防鑄件
球墨(mò)消防鑄(zhù)件用於處理灰鐵鑄...
