 軸承室球鐵鑄件1軸(zhóu)承(chéng)室(shì)球鐵鑄件流動性較差,收縮較大,因此需要較高的澆注溫度及較...
軸承室球鐵鑄件1軸(zhóu)承(chéng)室(shì)球鐵鑄件流動性較差,收縮較大,因此需要較高的澆注溫度及較... 軸承室球鐵鑄件軸承室球鐵鑄件結(jié)構取(qǔ)決於鑄件形狀、尺寸大小;分型麵數量;合金...
軸承室球鐵鑄件軸承室球鐵鑄件結(jié)構取(qǔ)決於鑄件形狀、尺寸大小;分型麵數量;合金... 箱(xiāng)體箱體生產內部存在氣孔,裂紋,縮孔和縮鬆(sōng),晶粒粗大,組織不均及殘餘內應...
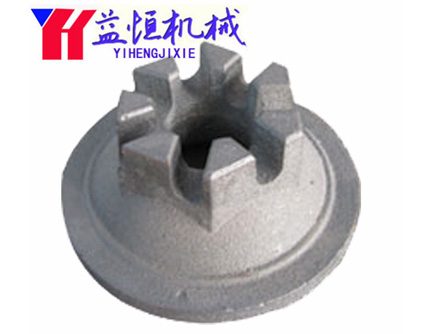
箱(xiāng)體箱體生產內部存在氣孔,裂紋,縮孔和縮鬆(sōng),晶粒粗大,組織不均及殘餘內應... 球墨鑄件出口1球墨鑄(zhù)件嚴格(gé)要求化(huà)學成分,對原鐵液要求的碳矽含量比灰鑄(zhù)鐵高,降...
球墨鑄件出口1球墨鑄(zhù)件嚴格(gé)要求化(huà)學成分,對原鐵液要求的碳矽含量比灰鑄(zhù)鐵高,降... 球(qiú)墨鑄件出口(kǒu)球墨鑄鐵流動性較差,收縮較大,因此需要(yào)較高的澆注(zhù)溫度(dù)及較大的澆...
球(qiú)墨鑄件出口(kǒu)球墨鑄鐵流動性較差,收縮較大,因此需要(yào)較高的澆注(zhù)溫度(dù)及較大的澆...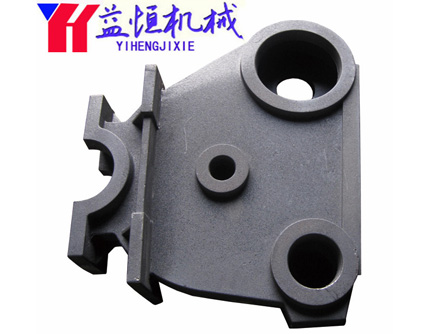
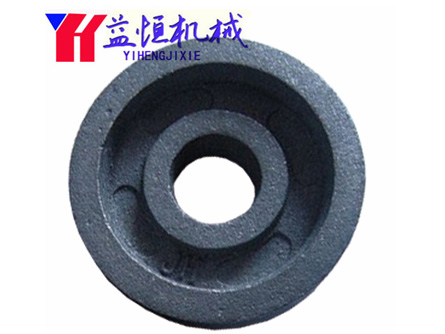
球墨(mò)箱體生產(chǎn)中石墨漂浮現象有哪些影(yǐng)響因素?
(1)應當指出,碳當量太高是產生石墨漂浮的主要原因,但不是 原(yuán)因,鑄(zhù)件大(dà)小、壁厚也是影響石墨(mò)漂浮的重要因素。碳當量:碳當量過高,以致鐵液在高溫時就析出大量石墨。由(yóu)於石墨的密度比鐵液小,在鎂蒸汽的帶動下,使石墨漂浮(fú)到鑄件上部。碳當量越高,石墨漂浮現象越嚴重。
(2)球化溫度與孕育溫度:為了提高鎂及稀土元素的吸收率,國內試驗表明,球化處理時 適當的鐵液溫度是1380~1450℃。在此溫度區間(jiān),隨著(zhe)溫度升高,鎂和稀土的吸收率增加。
(3)滯留時間:孕育處理後(hòu)至澆(jiāo)注完畢之間的停留時間太長,為石墨的析出提供了(le)條(tiáo)件,一般這(zhè)段時間應控製在10min以內。
(4)矽(guī):在碳當量不變的條件下,適當降低(dī)含矽量,有助(zhù)於降低產(chǎn)生石墨漂浮的傾向。
(5)稀土:稀土含量過少時,碳在(zài)鐵液中的溶解度會(huì)降低,鐵液(yè)將析出大量(liàng)石墨,加重石墨漂浮。
(6)澆注溫度:一般情況下,澆注(zhù)溫度越高,出現石墨漂浮的傾向越大,這是因為鑄件長時間處於液態有利於石墨的析(xī)出。A.P.Druschitz與W.W.Chaput發現,若(ruò)縮短凝固時間,隨著澆注溫度升高,石墨漂浮傾向降低。
鑄態下(xià)的球墨箱體生產(chǎn)內部(bù)存在氣(qì)孔,裂紋,縮孔和(hé)縮鬆,晶粒粗大,組織不(bú)均及殘(cán)餘內應力等鑄造缺陷,使球墨(mò)箱體的強度(dù),尤其是塑性和韌性降低.球墨(mò)箱體基體機關分為三種類型:鐵素體(tǐ),珠光體,鐵灰口鐵鑄(zhù)造的機關(guān)特色是具(jù)有片狀的石墨(mò)。素體+珠光體。C和Si能地石墨化的元素(sù)。鑄鐵中AlCuNiCo等元素也會石墨化(huà)。SMnCrWMoV等碳化物形成元素則還可(kě)以或許降低鑄(zhù)鐵的機械性能和流動性。為了鑄鐵在澆(jiāo)鑄能夠灰口,且(qiě)不至於得凡將鑄鐵的成分節製在(zài)2.5~4.0%C及1~2.5%Si過多和粗大的石墨(mò)片。所以球墨箱體均應在熱處理後使用。
 球墨鑄件生產
采取如下相應措施,可使(shǐ)球墨...
球墨鑄件生產
采取如下相應措施,可使(shǐ)球墨...
 泵體閥門
泵體閥門是用來開(kāi)閉管(guǎn)路(lù)、控...
泵體閥門
泵體閥門是用來開(kāi)閉管(guǎn)路(lù)、控...
 拚接箱體
拚接箱體是灰鐵鑄件,灰(huī)鐵(tiě)鑄...
拚接箱體
拚接箱體是灰鐵鑄件,灰(huī)鐵(tiě)鑄...
 球墨(mò)鑄鐵件加工
在球墨鑄鐵件加工中,要想...
球墨(mò)鑄鐵件加工
在球墨鑄鐵件加工中,要想...
