 機床鑄件3機床鑄件可以(yǐ)做回火處理,加工(gōng)完做時效處理。應力同時也增加使(shǐ)用...
機床鑄件3機床鑄件可以(yǐ)做回火處理,加工(gōng)完做時效處理。應力同時也增加使(shǐ)用... 軸承室球(qiú)鐵鑄件軸承室球鐵鑄件結構取決於鑄件形狀、尺寸大小;分型麵數量;合...
軸承室球(qiú)鐵鑄件軸承室球鐵鑄件結構取決於鑄件形狀、尺寸大小;分型麵數量;合... 灰鐵平床身針對灰鐵平床(chuáng)身反映較多的薄(báo)壁件進(jìn)行統計分(fèn)析,實體硬度檢測在...
灰鐵平床身針對灰鐵平床(chuáng)身反映較多的薄(báo)壁件進(jìn)行統計分(fèn)析,實體硬度檢測在...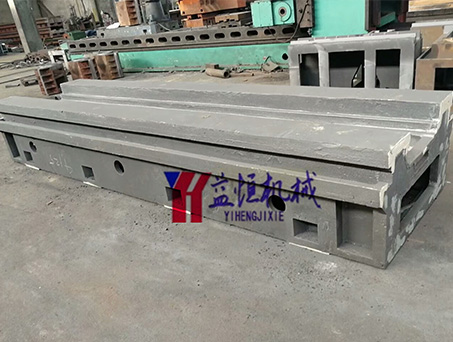 機床鑄件4機床鑄件具有尺寸,加工餘量小,表麵質量好等優勢。...
機床鑄件4機床鑄件具有尺寸,加工餘量小,表麵質量好等優勢。... 渦輪殼體渦輪殼體開式鍛造與閉模式鍛造:渦輪殼體(tǐ)鍛造(zào)是利用鍛壓機(jī)械對(duì)金...
渦輪殼體渦輪殼體開式鍛造與閉模式鍛造:渦輪殼體(tǐ)鍛造(zào)是利用鍛壓機(jī)械對(duì)金...皮帶輪傳動能緩和(hé)載荷衝擊;皮帶輪傳動運行(háng)平穩、低噪音、低振動;皮(pí)帶(dài)輪傳(chuán)動的結構簡單,調整方便;皮帶輪傳動對於(yú)皮帶輪的(de)製造和安裝精度不像齧(niè)合傳動嚴格;皮帶輪傳動具有過載保護的功能;皮帶輪傳動的兩軸距調節範圍較(jiào)大。
裝(zhuāng)配注意事項
<1>錐套屬於易損件,經過長時間運(yùn)轉後,內孔及鏈槽可能發生損壞(huài),每(měi)次裝配前應檢查,發現缺陷應及時換備(bèi)件(jiàn)。
<2>皮帶輪緊固後(hòu)拉線檢查並調整主、從動皮帶輪相對位置,兩輪處於同一平麵且皮帶張緊適度。
<3>皮帶輪罩應(yīng)完(wán)好(hǎo)並安裝牢固,以運轉中皮帶斷裂或皮帶輪鬆動退出釀成重大事故。
<4>裝配(pèi)前(qián)末一次清洗須使用汽油,以各零部件幹淨(jìng)並幹燥,以配合(hé)麵配合緊密且無油汙,有(yǒu)足夠的摩擦力。
<5>裝配用內六角螺栓裝(zhuāng)配(pèi)前也(yě)應用汽油洗淨並晾幹,不可在螺栓或螺(luó)孔中(zhōng)塗裝潤滑油或潤滑脂,以螺(luó)栓緊固後有足夠的摩擦自鎖能力。
<6>安裝前檢查(chá)測量裝配用內六角螺栓長度,以裝配螺栓(shuān)緊固後能頂住錐套盲孔底端,以錐麵(miàn)配合緊密,並螺栓受到盲孔底端反向推力,產生雙螺母原(yuán)理一樣的防鬆作(zuò)用。
<7>三顆(kē)內六角螺栓即(jí)將安裝到位時需輪番緊固,以錐套受均勻(yún)軸向力,帶輪和錐套同軸(zhóu)定位良好。
