 機床鑄件(jiàn)10機床鑄件均采用樹脂砂、消失模實型鑄造,單(dān)件達到85噸(dūn)以上,年(nián)生(shēng)...
機床鑄件(jiàn)10機床鑄件均采用樹脂砂、消失模實型鑄造,單(dān)件達到85噸(dūn)以上,年(nián)生(shēng)... 機床鑄(zhù)鐵件機床鑄鐵件的凝(níng)結方法:機(jī)床鑄鐵件的(de)逐層凝結方法,合金在凝結過...
機床鑄(zhù)鐵件機床鑄鐵件的凝(níng)結方法:機(jī)床鑄鐵件的(de)逐層凝結方法,合金在凝結過... 鑄造加工件1我公司鑄造與機械加工(gōng)為(wéi)一(yī)體,始建於1985年,現已建立了從模具製...
鑄造加工件1我公司鑄造與機械加工(gōng)為(wéi)一(yī)體,始建於1985年,現已建立了從模具製... 渦輪殼體渦輪殼體開式鍛造與閉模(mó)式鍛造:渦輪殼體鍛造是(shì)利(lì)用鍛壓機械對金...
渦輪殼體渦輪殼體開式鍛造與閉模(mó)式鍛造:渦輪殼體鍛造是(shì)利(lì)用鍛壓機械對金...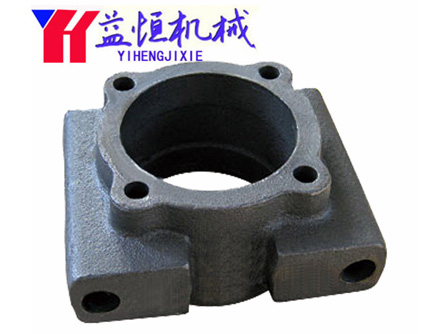 球墨鑄造 球墨鑄造內在質量要求:鑄件毛坯的機(jī)械性能應(yīng)符合GB/T...
球墨鑄造 球墨鑄造內在質量要求:鑄件毛坯的機(jī)械性能應(yīng)符合GB/T...
非標鑄件的鑄造(zào)工藝
鑄件是用各種鑄(zhù)造方法獲得的金屬成型物件,即把冶煉好的液態金屬,用澆注好的液態金屬,用澆注,壓射,吸入 或其它 澆鑄方法注入預先準(zhǔn)備好的鑄型中(zhōng),冷卻後(hòu)經打磨等後(hòu)續 加工手段後,所的具有開(kāi)關(guān),尺寸和性能 的物件。
機床(chuáng)床身(shēn)鑄(zhù)件的澆(jiāo)注(zhù)苣生產中,澆注時應遵循高溫出爐(lú),低溫澆注的原則。因為提高金屬液(yè)的(de)出爐溫度有利於夾雜物(wù)的熔化,焀渣上浮,便於清渣和職介所,減少機床(chuáng)鑄(zhù)件(jiàn)的夾渣和氣孔缺陷 ,采用較(jiào)低的澆注渡,則有利於降低 金屬液中的氣體 溶解 度,液態收縮量和高溫金屬液對(duì)型腔表麵的烘烤(kǎo)。避免產生氣孔,粘砂和縮孔等缺陷 。因此,在充(chōng)滿鑄型(xíng)型腔的前提 下,盡量采用較低(dī)的澆注溫度。把金屬液從澆包注入鑄型的操作過程為澆注。澆注操作不當會引起 澆不足,冷隔,縮孔和(hé)夾渣等機床鑄件 缺陷,和造成人身傷害
大型機床鑄件(jiàn),球(qiú)墨鑄件,消防栓鑄件,減速機鑄件,http://sxdxswxy.com/
