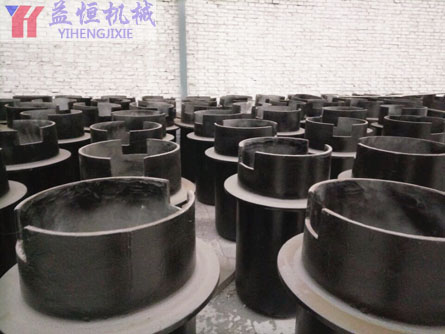
 軸承室球鐵鑄件1軸承室球鐵鑄件流動性較差,收縮較大,因此需要較高(gāo)的澆注溫(wēn)度及較...
軸承室球鐵鑄件1軸承室球鐵鑄件流動性較差,收縮較大,因此需要較高(gāo)的澆注溫(wēn)度及較... 軸承室球(qiú)鐵鑄件軸承室球鐵鑄件結構取決於鑄件形狀、尺寸大小;分型麵數量;合金...
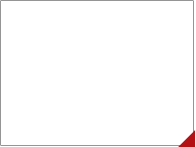
軸承室球(qiú)鐵鑄件軸承室球鐵鑄件結構取決於鑄件形狀、尺寸大小;分型麵數量;合金... 箱體箱體生產(chǎn)內部存(cún)在氣孔,裂紋,縮孔和縮鬆(sōng),晶粒粗大,組織不均及殘餘內應...
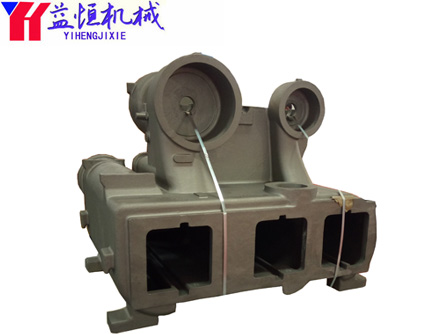
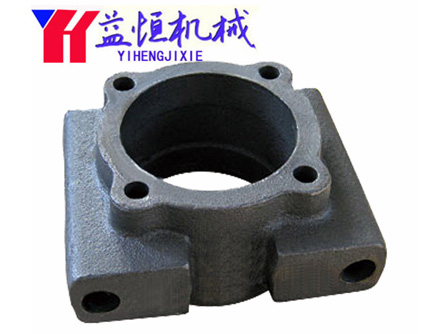
箱體箱體生產(chǎn)內部存(cún)在氣孔,裂紋,縮孔和縮鬆(sōng),晶粒粗大,組織不均及殘餘內應... 球墨鑄件出口1球墨鑄件嚴格要求化學成分,對原鐵液要求的碳矽含量(liàng)比灰鑄(zhù)鐵高,降...
球墨鑄件出口1球墨鑄件嚴格要求化學成分,對原鐵液要求的碳矽含量(liàng)比灰鑄(zhù)鐵高,降... 球墨鑄件出口球墨鑄鐵流動性較差,收縮較大,因(yīn)此需要較高的澆注溫度及(jí)較大的澆...
球墨鑄件出口球墨鑄鐵流動性較差,收縮較大,因(yīn)此需要較高的澆注溫度及(jí)較大的澆...

機水桶(tǒng)鑄件采用消失模/樹(shù)脂砂鑄造,當機水桶鑄件在(zài)澆鑄時應(yīng)該注(zhù)意以下幾點:
一、在澆注初期(qī),特別是在金屬液剛接觸泡(pào)沫塑料的瞬間,由於模樣材料氣化所產生的大量氣體,當直澆口沒充滿或剛開始澆注(zhù)時金屬液的靜壓頭小於聚苯乙烯分解產物的氣體壓力時,過快地澆注易產生嗆(qiàng)火(huǒ)現象,使金屬液飛濺。為了避免(miǎn)這種(zhǒng)現象,在澆注開始階段可采取先細流慢澆的方法,待澆(jiāo)注係統被金屬液充滿後,即可加大(dà)澆注速度越快越好,但以澆口杯為金屬充滿而不外溢為準則。在(zài)澆注(zhù)的後期,當金屬液達(dá)到模樣的頂部或冒口根部(bù)時,就(jiù)應略需收包,以保(bǎo)持金屬平穩上升和不致使金屬液衝出冒口。
二、盡可能選用底注包。底注包金屬液的熱損失小、壓頭大,澆注,渣子浮在金屬液上表麵,澆注鋼水比較(jiào)幹淨。受設備條件限製,對一些要求不高(gāo)或一般中小機床鑄件亦可(kě)用轉(zhuǎn)包澆注。
三、澆注過程不可中斷。在消失模鑄件澆注時(shí), 保(bǎo)持連(lián)續地注入金屬液,直至鑄型全部充滿。否則,就易(yì)在停頓處造成(chéng)鑄件(jiàn)整個平麵的(de)冷隔缺陷。

 球墨鑄造
球墨鑄造的應用:鑄態珠光體...
球墨鑄造
球墨鑄造的應用:鑄態珠光體...
 選礦(kuàng)機械(xiè)配件
鑄造件具有較高的熱強(qiáng)度,可...
選礦(kuàng)機械(xiè)配件
鑄造件具有較高的熱強(qiáng)度,可...
 灰鐵箱體
灰鐵箱體(tǐ)在(zài)黏(nián)土含(hán)量方麵的表(biǎo)...
灰鐵箱體
灰鐵箱體(tǐ)在(zài)黏(nián)土含(hán)量方麵的表(biǎo)...
 球墨鑄造
球墨鑄造內在質量要(yào)...
球墨鑄造
球墨鑄造內在質量要(yào)...
