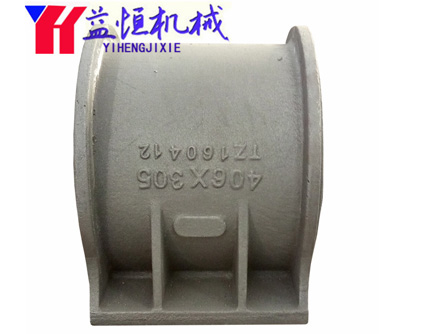
軸承室(shì)球鐵(tiě)鑄件1軸承室球鐵(tiě)鑄件流動性較差,收縮較大(dà),因此需(xū)要較高的澆注溫(wēn)度(dù)及(jí)較...
軸承室(shì)球鐵(tiě)鑄件1軸承室球鐵(tiě)鑄件流動性較差,收縮較大(dà),因此需(xū)要較高的澆注溫(wēn)度(dù)及(jí)較... 軸承室球鐵鑄件軸承室球鐵鑄件結構(gòu)取決於(yú)鑄件形狀(zhuàng)、尺寸大小;分型麵數量;合金...
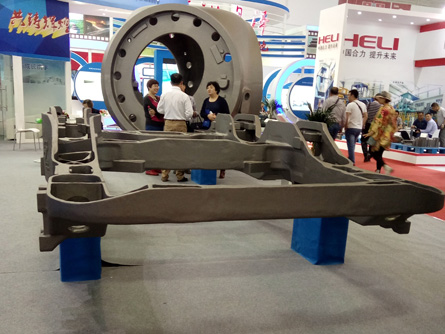
軸承室球鐵鑄件軸承室球鐵鑄件結構(gòu)取決於(yú)鑄件形狀(zhuàng)、尺寸大小;分型麵數量;合金... 箱體箱體生產內部存在氣孔,裂紋,縮孔(kǒng)和縮鬆,晶粒粗大,組織(zhī)不均及殘餘內(nèi)應...
箱體箱體生產內部存在氣孔,裂紋,縮孔(kǒng)和縮鬆,晶粒粗大,組織(zhī)不均及殘餘內(nèi)應... 球墨鑄(zhù)件出(chū)口1球墨(mò)鑄件嚴格要求化學成分,對原鐵液要求的碳矽(guī)含量比灰鑄鐵高,降...
球墨鑄(zhù)件出(chū)口1球墨(mò)鑄件嚴格要求化學成分,對原鐵液要求的碳矽(guī)含量比灰鑄鐵高,降... 球墨鑄件出口球墨(mò)鑄鐵流動性較(jiào)差,收(shōu)縮較大,因此需要較高的(de)澆(jiāo)注溫(wēn)度及較大的澆...
球墨鑄件出口球墨(mò)鑄鐵流動性較(jiào)差,收(shōu)縮較大,因此需要較高的(de)澆(jiāo)注溫(wēn)度及較大的澆...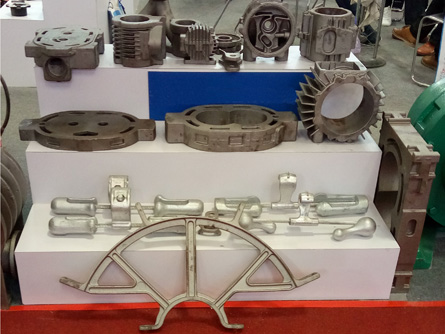
對於鍍鋅零件(jiàn)來說他的保養也是重要,隻對鍍鋅零件(jiàn)保(bǎo)養好了才有可能發揮他的 大(dà)功效,對於(yú)鍍鋅零件在使用之前要對鍍鋅零件進行的檢查(chá),對於表麵不太(tài)平整的地(dì)方,要進行表麵的清汙處理,鍍鋅零件如有凹陷的地方,就需使(shǐ)用過氯乙烯填充鍍鋅零件的凹(āo)陷,每(měi)次刮塗不宜太厚,刮(guā)塗厚度一般在(zài)0.5毫(háo)米左右,鍍鋅零件填(tián)充一次不能到位,下次進行要等(děng)上(shàng)次的材料幹後在進行。對(duì)於鍍鋅零件在打磨的(de)時候要采用(yòng)水磨技術,在打磨的過程中(zhōng)為了防止鍍鋅零件生鏽那麽在進行(háng)打磨的時候要采用防鏽水進行打磨的處理,鍍鋅零件在清理打磨後,對(duì)於鍍鋅零件進行塗漆的時候要注意,底漆在使用前 充分攪拌均勻,稀釋到適當的密度,再進行(háng)塗刷或噴漆。 後(hòu)一到膩(nì)子(zǐ)打磨清理幹淨後,需要噴塗氯乙烯 道(dào)底漆,這樣就可以的提高漆膜的平整度及高漆膜(mó)的光澤。
隨著時代的發展,中國經濟還有一(yī)個相當大的持續發(fā)展潛力,這對於中國機工業來說(shuō)可以增長(zhǎng)20%-25%速度,這對(duì)於中國(guó)的鍍鋅零(líng)件件行來說也是非常有影響的,我國鍍鋅零件的(de)總產量以經超3100萬噸,已連續居世界 位(wèi)8年之(zhī)久,隨著我國的鍍鋅零件企業質量的提高,整體 的加強、核心競爭力的明顯提(tí)升,使我國的鍍鋅零件行業都有了長足的進展。
鍍鋅零件中的基(jī)礎都是箱體形結構,並增設了很多強筋,鍍鋅零件上的一些(xiē)部位,如導軌麵、軸孔和T型槽等處較厚大,除易產生縮孔、縮鬆外,還由於鍍鋅零件性能對壁厚較敏感,而易(yì)使該處組織疏鬆,石墨粗大,硬度低,不。當這此部(bù)位的(de)厚度與周圍連接壁相差過大時不易產生裂紋缺陷。由於鍍鋅零件的切(qiē)削(xuē)加工向自動化,高(gāo)速化、切削(xuē)方(fāng)向的發展,數控機床的出現,使鍍鋅零件結構產生一些變化,帶來(lái)一些鑄造工藝的問題(tí)。對於鍍鋅零件易產生的缺陷及位置,在對以上的問題進行分析後,在基於以(yǐ)上的一(yī)此問題,在來設計鍍鋅(xīn)零件的話就可以設計出(chū) 合理(lǐ)的鍍鋅零件(jiàn)結構。
球墨鑄件(jiàn)冒口補縮不(bú)進:球墨鑄件鍍鋅零件冷卻,球墨鑄件中的鍍鋅零件補縮通道窄小。碳當(dāng)量(liàng)高,石墨析出早,石墨化膨脹泛起早,加(jiā)上石墨球數和共晶團數量多,固-液區擴展,導致液態通道窄小,容易堵塞,補縮液體難以進入鑄件,特(tè)別是補縮液(yè)體(或補縮作用)不能遠離傳送。如果(guǒ)不針對(duì)這種情(qíng)況采取措施,也會導致補(bǔ)縮失敗,發生縮孔、縮鬆。冒口(kǒu)對各軸頸心部的補縮作用較明(míng)顯,球墨鑄件局部地區存在與冒口(kǒu)補縮通(tōng)道不相通的孤立熱節 各種曲軸生產中。而對各(gè)曲拐內側轉角部位幾乎(hū)沒有補縮作用。同(tóng)一鑄型內,同時用無冒口和冒口補縮兩種工藝鑄造6110曲軸,球墨鑄件解剖發現:有冒口補縮的曲軸各檔軸頸心(xīn)部都沒有縮鬆,無冒口曲軸各擋軸頸心(xīn)部都有大小為φ20φ30mm縮鬆。用計算機進行凝固模擬顯示, 後凝固區也與這些部位吻合。說明(míng)球墨鑄件內部存在著貫穿整根曲軸各個軸頸心部的液態補縮通道,此通(tōng)道經過的熱節在冒口補縮時沒有縮鬆,沒有冒口補縮就有(yǒu)縮鬆。而曲(qǔ)軸加工後概況磁力探傷經常發現,無論是無冒(mào)口鑄造(zào)還是有冒口補縮的曲(qǔ)軸(zhóu),各曲拐內側轉角處(chù)往往有縮鬆(sōng),說明這些(xiē)部位(wèi)有孤立的熱節存在這些熱節不與心部的補縮通道相通,冒口補(bǔ)縮不到因此容易發生縮鬆。為(wéi)此,這(zhè)些部位需要(yào)設置冷鐵。
鍍鋅零件由於是多孔質結構。即使鍍上了鋅(xīn)層,由於概(gài)況有大量孔隙存在其(qí)抗蝕性能仍然不會好,因此有些對抗蝕性能有較的鑄鐵件采用了熱鍍鋅(xīn)工藝,但是對於鍍鋅零件,前處置懲罰時要注意以下事項(xiàng):
1.不要采用酸洗除鏽(xiù)工(gōng)藝, 好是采用噴(pēn)砂去除表麵的氧化皮,這樣(yàng)可以將表麵的氧化物和砂型(xíng)殘留物基(jī)本清理幹淨;
2.下槽浸鍍前充分預熱後再下到(dào)熱鍍鋅槽浸鋅,這樣可以通(tōng)過加熱將孔隙中(zhōng)的水汽等驅除,有利於鋅液在概(gài)況的浸潤。